
造船、橋梁・鉄骨製品の条材及び小物部材の角部をR面取り加工を行なう装置で、 ①条材の長手方向の上下4角を同時に加工する圧延ローラ方式 ②小物部材の上下面の4角をカッターで切削する切削加工方式の2つの方式があります。
圧延ローラ方式は上下4角を同時に圧延面取り加工するに適しており、高能率であり、加工時の歪みが発生しにくい特徴を有しており、特に長尺物の加工に有利です。
特許-2564758、特許-218603)
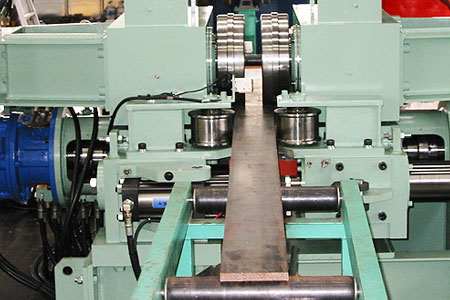
圧延ローラ方式の面取り装置の前後に材料の搬出入のコンベアを設置して一連の面取り作業を自動化した装置の例です。(圧延ローラ方式)
<ロボット型>
切削加工方式(ロボット搭載型)は、小物部材の上下面の4角の面取り加工の場合に採用される方式です。特に直線、円弧の組み合わさった複雑な形状のカラープレート、ブラケット等のR面取りにに適しており、船舶の新塗装性能基準(PSPC)に対応すべく開発した装置です。
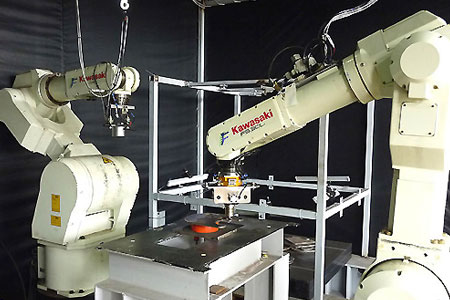
切削加工方式(ロボット搭載型)の、Kawasaki-Rカッターロボット(特許申請中)は部材の搬入、切削、搬出までの一連の動作を自動的に行なえる装置で、パレット上に段積された材料の形状をカメラで認識し、ハンドリングロボットで移載、レーザーセンサーで高さ計測、カッターロボットで切削、部材の表裏反転、加工後の搬出までを、部材のCADデータをロボットに覚えさせる事によりあらゆる形状に対応可能な装置です。
上記装置は、小物部材切削加工用として開発した装置例です。
<専用機型>
切削加工方式(専用機型)は、スプライスプレートのように上面の角のみの面取り加工の場合に採用される方式です。特に直線部の切削R面取り加工に適した装置です。
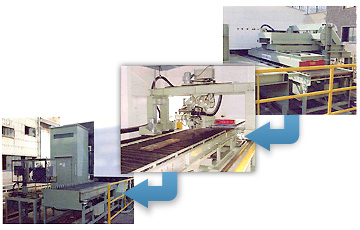
切削加工方式(専用機型)の面取り装置を用い、スプライスプレートの材料搬入、面取り加工、ショットブラスト加工の一連の作業を自動的に行う装置の例です。
| 圧延式 R面取り装置 | 用途 | 条材の上下4角同時の面取り加工 |
|---|---|---|
| 加工材料 |
| |
| R加工寸法 | 2R以上(ローラ表裏使用可) | |
| 加工速度 | 20m/min | |
| 切削式 R面取り装置 (ロボット搭載型) |
用途 | カラープレート、ブラケットなどの 小物部材面取り加工 |
| 加工材料 | 部材寸法:最大 500×500mm 最小 180×180mm | |
| R加工寸法 | 2R以上 | |
| 加工速度 | 2,000mm/min | |
| 切削式 R面取り装置 (専用機型) |
用途 | スプライスプレート、スチフナー、リブなどの小物部材の 片面2-4角面取り加工 |
| 加工材料 |
| |
| R加工寸法 | 2R,3R(チップ交換) | |
| 加工速度 | 2〜4m/min |
| 納入先 | 納入年 | 納入数 | 備考 |
|---|---|---|---|
| 川崎重工業(株)播磨工場殿 | 1993年 | 1式 | 圧延ローラ方式、搬入、配膳、搬出装置付 |
| 川崎重工業(株)坂出工場殿 | 1987年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 韓国 | 1990年 | 2基 | 圧延ローラ式面取り機単体で納入 |
| 川鉄メタルファブリカ殿 | 1998年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 九州スチールセンター殿 | 1999年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 株式会社 サカコー殿 | 2000年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 中華人民共和国 | 2001年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 台湾高尾 | 2002年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 栄和電機(株)安浦工場殿 | 2004年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 京浜産業(株)追浜工場殿 | 2004年 | 1基 | R面取りライン設備(バリ取り機付)で納入 |
| 株式会社 サカコー殿 | 2007年 | 1基 | 圧延ローラ式面取り機単体で納入 |
| 住重マリンエンジニアリング(株)殿 | 2009年 | 1基 | R面取りライン設備(バリ取り機付)で納入 |
| 納入先 | 納入年 | 納入数 | 備考 |
|---|---|---|---|
| 川崎重工業(株)播磨工場殿 | 2000年 | 1式 | 切削式、搬入、ブラスト装置付 |
